Engine Cooling System
Vehicle engine cooling systems is composed of several metal types along with new generation
aluminium alloy engines.
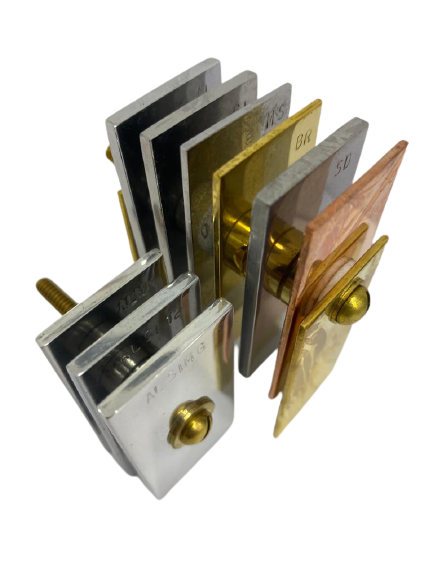
These parts are made of steel, cast iron, copper, brass, aluminium, solder and nonmetallic
gaskets and hoses.
New generation technologies should supply long life protection for the cooling system
Organic Acid Technology coolants are preferred recently due to higher corrosion inhibition
potential along with environmentally friendly chemistry.
Inorganic coolants are still used and need periodicly renewing, monitoring and waste discharge
measures
ANTIFREEZE PARAMETERS IMPORTANT FOR LONGLIFE CORROSION PROTECTION
Metal Surface Passivation and Anticorrosion Coating
A good coolant made of high quality corrosion inhibitor components perfectly passivates metals and
anticorrosive surfaces achieved.
Metals are passivated by active chemicals interfering the surface of the metal and water barrier
formed above metals.
Net electrical charge of the medium should be nearly zero for a good coolant because of the
chemical electrolysis process between different metals is highy potential to corrosion.
Organic Acid Technology coolants are much more stronger in terms of metal corrosion protection
rather than short life inorganic corrosion inhibitor technology. Inorganic corrosion inhibitors would
consume during the lifetime of the coolant thus they have a much shorter protection period.
Reserve Alkalinity and pH
Most metals are attacked by acidic chemicals in water media. Coolants are generally has pH between
8-11
A good antifreeze ( coolant ) should have longlife resistant to pH drop for long kilometers use.
Reserve alkalinity of a coolant is important keeping pH value above 7 as monoethylene glycol
converts to acidic species such as glycolic acid during lifetime of the coolant. A low reserve alkalinity
would not resist acidic formation and consequently the coolant would change its character to near
neutral or acidic pH which would cause corrosion and failure of the cooling system.
Long life coolants should generally have reserve alkanility values given in standards such as ASTM
D3306 and WW TL774
Aluminium and Lightweight Aluminium Alloys
New engines is made up of Cast Aluminuium and lightweight aluminium alloys. Aluminium metal
should be protected against corrosion for 400 km or 2000 hours of engine life.
In general, new coolants of Organic acid technology has pH 8,0-8,80. pH higher than 9 is not desired
because Aluminium goes to corrosion at high ph values. Aluminium is a soft and conductive metal
prone to erosion and electrolysis.
Sludge Formation
Metal particles and corroded soluble metal salts along with water hardness may cause sludge
formation in coolants. This problem can be arising due to low quality coolants and hard water.
A good coolant should perfectly tolerate dilution with hard water. Hard water Calcium and
Magnesium can deposit on cooling system surfaces and even block water recirculation pump with
failure.
Concentrated coolants should bind or disperse water hardness preventing from surface accumulation
or sludge formation.
A perfectly designed corrosion inhibitor package for coolant producers would supply high level of
metal corrosion protection and hardness tolerance for the coolant products.